
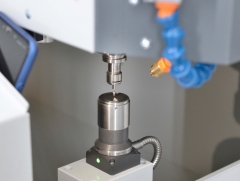
Funkcjonalność pozwalająca na automatyczną zmianę używanego do obróbki narzędzia (frezu, wiertła, głowicy itp.). Narzędzie umieszcza się w specjalnym uchwycie (stożku), który pobierany jest przez wrzeciono maszyny z magazynu narzędzi (liniowego, bądź obrotowego). Dzięki takiemu rozwiązaniu, nie ma konieczności przerywania obróbki i ręcznej zmiany narzędzia we wrzecionie.

Napęd oscylacji realizowany jest poprzez powietrze pod ciśnieniem dostarczane do maszyny. Prędkość oscylacji i siła regulowana jest poprzez sterowanie przepływem powietrza i nie ma możliwości precyzyjnej regulacji z poziomu komputera. Głowica charakteryzuje się bardzo dużą prędkością oscylacji, dzięki czemu możliwe jest wycinanie materiałów z bardzo dużą wydajnością. Ze względu na sposób generowania wibracji ich siła jest mniejsza niż..

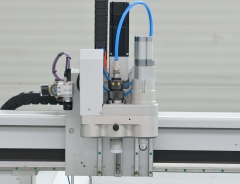
Specjalna głowica drukująca nanosi zadane przez operatora oznaczenia (najczęściej nazwy elementów) na materiał, co pozwala na późniejszą identyfikację wyciętych detali. Mogą to być znaki alfanumeryczne, kody kreskowe lub kody QR. Funkcjonalność w szczególności polecana dla firm świadczących usługowe cięcie.

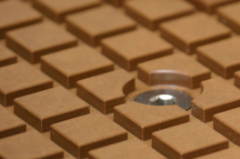
Stół podciśnieniowy stosowany jest głownie w urządzeniach typu cutter, ma budowę stołu rastrowego, jednakże zamiast pompy próżniowej zastosowany jest tutaj wentylator boczno-kanałowy, który co prawda wytwarza mniejsze ciśnienie, ale za to większy przepływ powietrza. Dzięki temu rozwiązaniu skuteczniej przytrzymywane są materiały przepuszczające takie jak tekstylia, pianki, filc, etc.


Umieszczony na ramieniu i przymocowany do maszyny CNC pulpit zastępuje dotychczasowe rozwiązanie w postaci szafy sterowniczej i posiada w stosunku do niej bardziej ergonomiczną budowę. W pulpicie znajdują się: komputer przemysłowy PC, który stanowi interfejs maszyny, wraz z monitorem, klawiaturą i myszką, natomiast sterownik, falownik etc. w tym przypadku przeniesione zostały do korpusu maszyny.

Szafa sterująca z pulpitem sterowania dostosowanym do danej obrabiarki, wyposażona w funkcjonalną szufladę na drobne akcesoria CNC, narzędzia, klucze itp. Konstrukcja szczelna, wentylowana, wykonana z blachy stalowej o grubości 1,5 mm lakierowana proszkowo. Zainstalowane kółka z blokadą pozwalają na dostosowanie położenia pulpitu w zakresie kilku metrów do ustawienia maszyny i zapewnia ergonomię stanowiska.

Zestaw słupków ustawianych dookoła maszyny, wykrywających obecność osób zbliżających się do niej. Powodują zatrzymanie pracy urządzenia po przekroczeniu wiązki lasera. Zestaw składa się z nadajnika, odbiornika i dwóch luster odbijających, co zapewnia zabezpieczenie maszyny nawet z trzech stron. W przeciwieństwie do barier laserowych, mają gęściej umieszczone wiązki laserowe, przez co umożliwiają szybszą reakcję na wtargnięcie człowieka w strefę pracy maszyny.

Odkurzacze przeznaczone do pracy długoterminowej. Dużą siłę ssania zapewnia turbina boczno-kanałowa z bezpośrednim połączeniem pomiędzy turbiną a wałem silnika, bez systemu transmisyjnego. Wolnoobrotowy silnik indukcyjny zapewnia idealne warunki do pracy ciągłej. Odkurzacze tej serii zalecane są do...
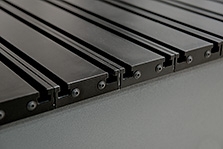
Rodzaj stołu, stosowany w maszynach frezujących marki Kimla. Wykonany z panelu aluminiowego, w którym umieszczono rowki, w postaci odwróconej litery „T”. w rowkach tych umieszcza się specjalne nakrętki do których przykręcane są śruby montażowe. Tym sposobem można przymocować do stołu imadła, dedykowane uchwyty, a także sam materiał.


Zestaw mechanicznych baz umieszczonych na stole maszyny, zapewniający powtarzalność ułożenia zadanego materiału (przeważnie płyty). Operator przy umieszczaniu materiału na stole dosuwa go do wystających bolców, dzięki czemu zostaje on ułożony we właściwym miejscu. Takie rozwiązanie pomaga przy..

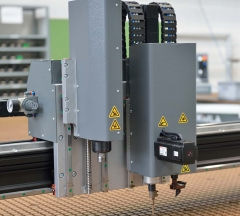
Dodatkowa głowica synchroniczna, umożliwiająca gwintowanie otworów przy pomocy gwintowników maszynowych.
Głowica ta charakteryzuje się bardzo dużą siłą oscylacji. Dzięki temu możliwe jest przecinanie materiałów stawiających bardzo duży opór, jak również materiałów o dużej grubości. Przy zastosowaniu odpowiedniego ostrza możliwe jest rozcinanie gumy o grubości nawet do 30mm. Prędkość oscylacji regulowana...






