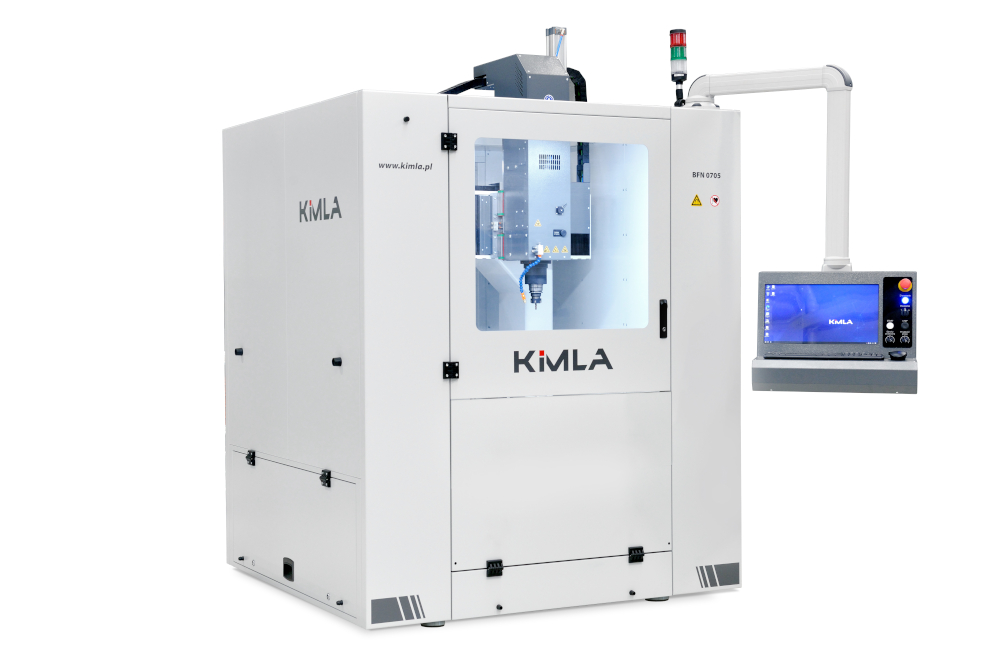








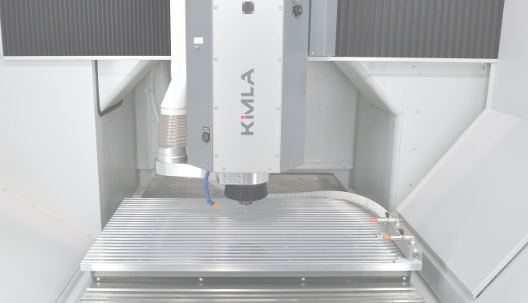
Centrum obróbcze CNC HSM Linear BFN
Pierwsze wyprodukowane w Polsce centrum obróbcze CNC w pełni na napędach liniowych jest to obrabiarka do zastosowań precyzyjnych, narzędziowych tam gdzie wymagana jest ekstremalna wysoka dokładność pozycjonowana.
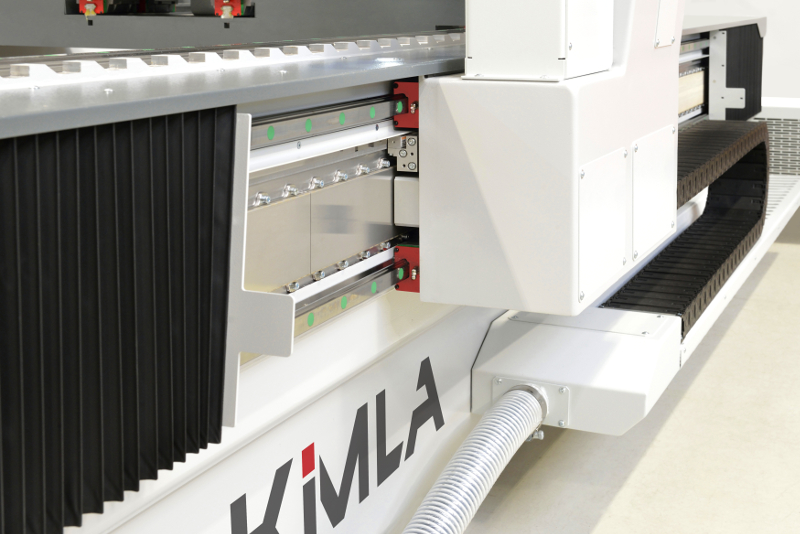
Napędy liniowe zostały zastosowane zamiast tradycyjnych śrub tocznych dotychczas stosowanych w maszynach CNC. Jest to pierwsza Polska maszyna produkowana seryjnie oparta na napędach liniowych na wszystkich osiach. Urządzenie ma zastosowane układy pomiarowe o rozdzielczości 1 nm i dokładności 5 mikrometrów na metrze.Rozwiązania takie do tej pory w skali świata są bardzo drogie i praktycznie niedostępne dla osób potrzebujących takiej technologii.
W związku z tym, że nasza firma opracowała system sterowania, elektronikę, oprogramowanie i drivery oraz same silniki liniowe dedykowane do lekkich, wydajnych, szybkich i dokładnych obrabiarek CNC umożliwiło to nam znaczne ograniczenie kosztów produkcji i zaproponowanie maszyny w nieporównywalnie niższej cenie niż produkty konkurencyjne oferowane na rynku.
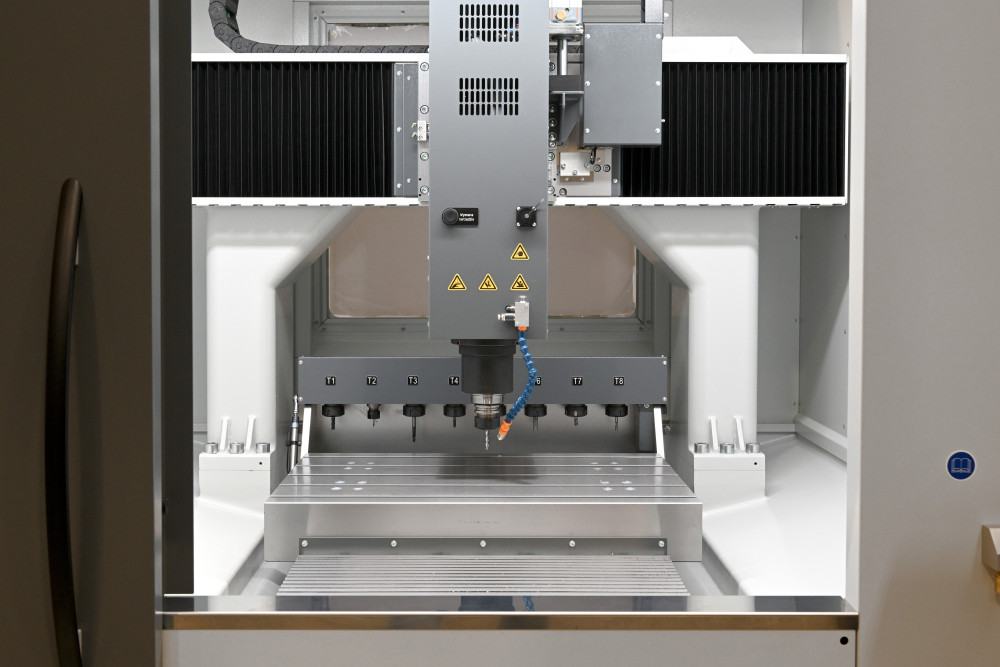
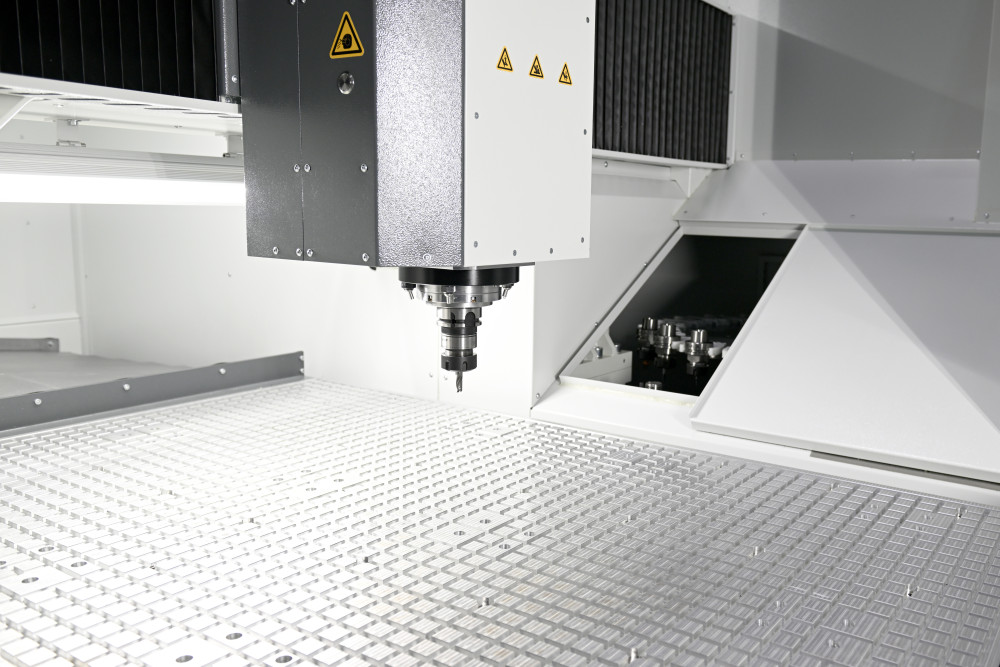
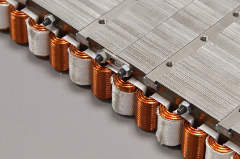
Maszyny te są wyposażone w standardowo w automatyczną wymianę narzędzi z magazynem, w konfiguracji z jeżdżącym stołem, w konfiguracji bramowej, oparte o frezarki narzędziowe produkowane przez naszą firmę od ponad 20 lat. Innowacja tych maszyn polega na zastąpieniu napędów opartych na śrubach kulowych przez napędy liniowe. Napędy liniowe przenoszą siłę napędu beztarciowo, bezdotykowo wyłącznie przy użyciu pola magnetycznemu, dzięki temu nie występuje zjawisko luzu zwrotnego niezależnie od wieku maszyny.
W układzie napędowym nie istnieją elementy zużywające się, które mogą wpłynąć na pogorszenie jakości cięcia w czasie eksploatacji. Rozwiązanie to jest przyszłościowe, rynek dostrzega potencjał w tych innowacyjnych napędach liniowych. Jest to zastosowanie, które zostało opracowane przez naszą firmę przede wszystkim do napędu urządzeń do cięcia laserem ale ich zastosowanie w naszych grawerkach spowodowało wyjątkowo dobry odzew rynku, co dodatkowo upewniło nas, że idziemy we właściwym kierunku rozwoju.
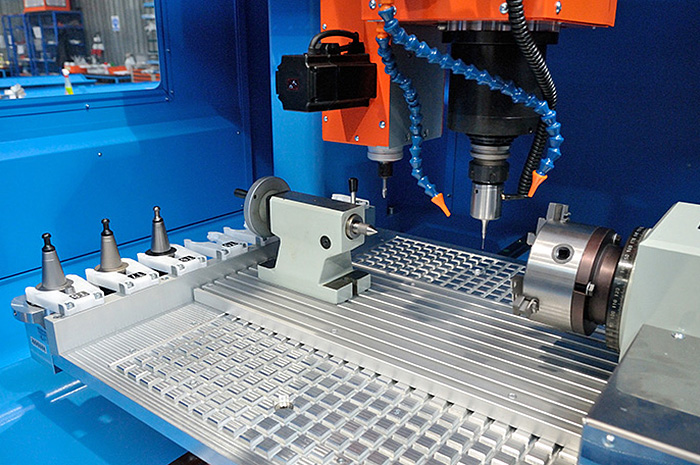
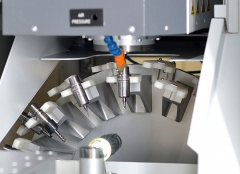
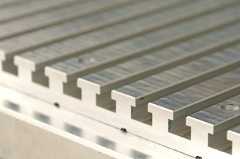
Centrum obróbcze CNC HSM Linear BFN oferuje zakresy robocze do x=1800mm, y=1000mm, z=300mm (najpopularniejszy zakres to x=1000mm, y=625mm, z=300mm). Maszyna została wyposażona w stół T-rowkowy. Wysokoobrotowe wrzeciona o mocach od 9kW do 30kW i 18000-50000rpm z uchwytem HSK63 i automatyczną rewolwerową wymianą narzędzi gwarantuje wydajną obróbkę. W standardzie znajduje się również czujnik długości narzędzia.
Wyposażenie dodatkowe
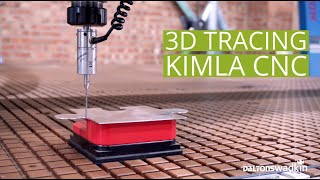
Maszyna można wyposażyć w skaner dotykowy, spełniający kilka funkcji. Pierwsza to wykorzystanie do skanowania obiektów 3D jak również do skanowania obrysów elementów płaskich. Druga, możemy użyć do wspomagania bazowania. Pozwoli dokładnie ustawić bazę w narożniku, środku otworu lub walca, ustalić nachylenie płaszczyzny. Trzecia możliwość to skanowanie powierzchni przed obróbką i uwzględnienie krzywizny materiału przy wykonywaniu projektu.
Oś obrotowa z konikiem z pełną interpolacją symultaniczną wszystkich osi.
Frezarki narzędziowe występują w wielu wersjach. Na następnej stronie tabela zawierająca pełne dane dotyczące rozmiaru obszaru roboczego, rodzajów wrzecion i wyposażenia dodatkowego.
Opcje podstawowe
| Wymiary obszaru roboczego [mm] | Szerokość | 700, 1000, 1100, 1300, 1500 ... |
|---|---|---|
| Długość | 500, 625, 750, 1000, 1250, 1500, 2000 ... | |
| Zakres osi Z | 200, 250, 300, 350, 400, 500, 600 ... | |
| Wrzeciona | 24 000 obr./min. | 9 kW, 12 kW, 14 kW, 16 kW, 18 kW |
| 40 000 obr./min. | 5 kW | |
| 50 000 obr./min. | 3 kW | |
| System sterowania | Serwonapędy cyfrowe AC High Speed | |
| Typ stołu | T-rowkowy | |
| Próżniowy | ||
| Hybrydowy | ||
| Automatyczna wymiana narzędzia | Bez wymiany | |
| Magazyn rewolwerowy | ||
| Automatyczna korekcja długości narzędzia | ||
opcje dodatkowe
| Chłodzenie | Automatyczne mgła olejowa | |
|---|---|---|
| Skaner | Dotykowy | |
| Laserowy | ||
| Oś obrotowa | "B" na stole | |


Nesting i 4-ta oś

Frezarka 3D do modeli

Wycinanie wykładziny samochodowej

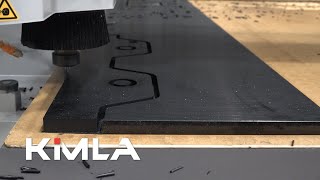
Rozkrój płyty wiórowej

Frezowanie łuku pod rowek Teowy

Obróbka 3D

Frezarka do długich profli

Frezowanie ślimaka transportującego butelki

Introligatorskie centrum obróbcze CNC

Frezowanie polipropylenu

Nakładanie kleju i składanie kolektorów słonecznych

Frezowanie drzwi metalowych
Obróbka drzwi do chłodni

Centrum do linii rozlewniczych, agregat kątowy

Centrum do nestingu płyt MDF, wiórowych

Wycinanie struktur lotniczych
Wielkoformatowa frezarka do dibondu

Centrum obróbcze z pochylanym wrzecionem. 4 osie
Frezowanie plexi

Obróbka polietylenu HDPE 20mm 0.3m/s!

Wycinanie materiałów spienionych

Frezowanie profili aluminiowych

Bezpyłowa obróbka frontów MDF

Wielkoformatowa frezarka do aluminium

Corian

Ploter przemysłowy BPF

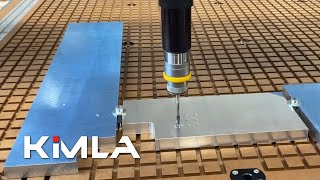
Termowiercenie pod gwinty

Cięcie gumy na ploterze przemysłowym

Frezowanie pianki, gąbki na BPF
Gwintowanie w profilu aluminiowym na BPF

Cięcie profili aluminiowych piłą fi=350mm

Cięcie nożem oscylacyjnym 5D

Drukowanie i naklejanie etykiet na ploterach przemysłowych

Centrum obróbcze z kabiną ochronną

Frezowanie styropianu 3D na BPF 2660

Produkcja ploterów Kimla na napędach liniowych

Ploter frezujący do stali

Produkcja opakowań na ploterach Kimla

Plotery Kimla BPF - historia klienta
Sonda skanująca Kimla

Obróbka drzwi na ploterze Kimla BPF

Frezowanie plexi na ploterze przemysłowym

Frezowanie profili aluminiowych na ploterze Kimla BPF
Frezowanie tworzyw sztucznych - obróbka zgrubna

Frezowanie dibondu - 4 wrzeciona

Geetee: opinia klienta o ploterach Kimla

Wiercenie, gwintowanie i frezowanie w tworzywie sztucznym na obrotowej

Ploter przemysłowy ze stołem pionowym

KIMLA WOOD - obróbka płyt meblowych

Taziker UK: opinia klienta o ploterach Kimla
Głowica gwintująca na bigowniku

Stopa odciągowa sterowana serwonapędem

Centrum nestingowe CNC Kimla Wood

Druk alfabetem Braille'a

Wielkoformatowa bramowa frezarka CNC

Frezowanie stali 15H 100mm/s

Frezowanie PCB - płytki drukowane

Obróbka na osi obrotowej

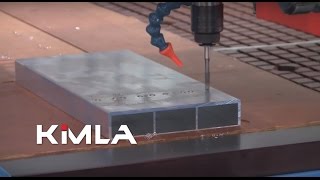
Obróbka aluminium na BFN

Obróbka 3D

Obróbka 3D na BFN

Obróbka płyty modelowej

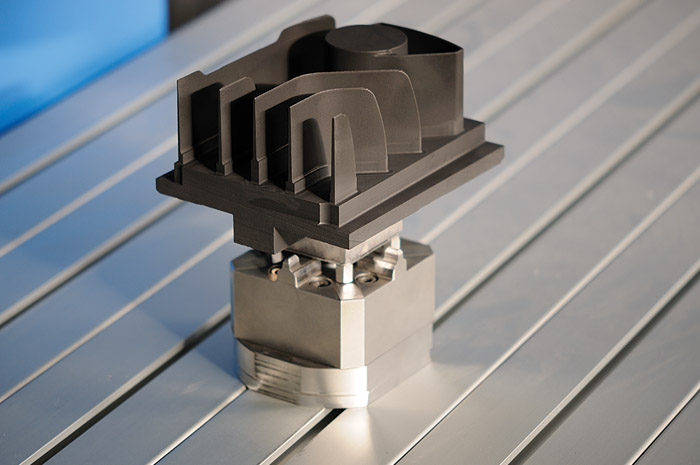
Obróbka stempla na BFN

Obróbka płyty modelowej BFN

Wiercenie CNC płyt testera PCB

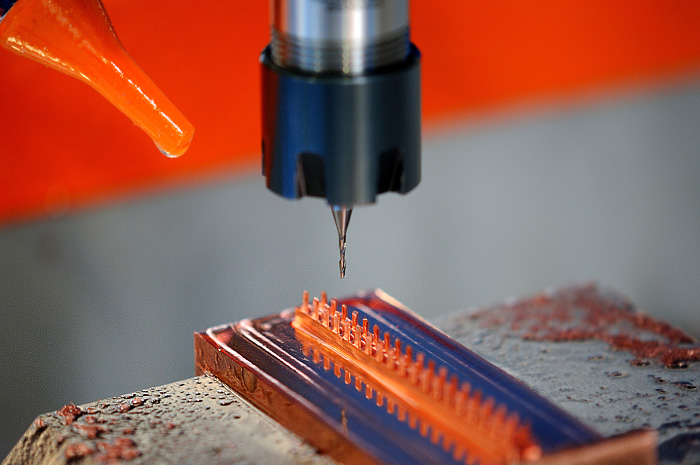
Copper electrode treatment

Frezowanie gwintów M6

Obróbka fortalu

Frezowanie grafitu

Frezarka narzędziowa

Imadła krawędziowe, montaż i bazowanie

Frezowanie aluminium na BFN Linear

Frezowanie form stalowych 3D na BFN Linear

Frezowanie aluminium na BFN Linear głowica 50mm

Frezowanie MDF i płyty wiórowej

Grawerowanie na BFN

Frezarki CNC Kimla - najszybsze frezarki w Polsce

Frezarka Kimla BFN 5D - frezowanie stali

Frezowanie mosiądzu - BFN Linear

Frezowanie stali na BFN

Frezarka CNC HSM Kimla BFNL1510

CNC Guilloche – Rose Engine

Frezarka BFN 5D Mini